
ev510变频器在卷染机上的应用
█ 简要说明
在卷染机控制中,采用专用张力控制器加双变频调速器,具有配置简洁、控制效果优良、系统成本下降等特点。本文将详细介绍,欧陆电气有限公司自主研制的新一代ev510高性能矢量变频器在sw1500卷染机上的应用情况。
█ 卷染机工艺要求
目前,在纺织品加工市场中,布匹染色是重要的一道工序。卷染机主要实现对成品坯布进行漂白、上色、整压磨面等相关纺织品加工工艺的完成。卷染机控制方面要求具备自动计数(上布道数)、自动掉头(来回多次漂白或染色)、自动停车(急停且稳定,不能有布匹松弛或下垂)等功能。在整个加工工艺过程中,要求保持布匹的拉伸张力和线速度恒定,因此对整个机械传动系统的自控控制水平要求较高。本文以一个工程实例来说明,ev510系列完成卷染机的工艺控制要求,从另一个角度,阐述了在卷染机中采用异步电机控制的可行凯时官网的解决方案。
█ 卷染机的控制
sw1500卷染机机械控制示意图如下:
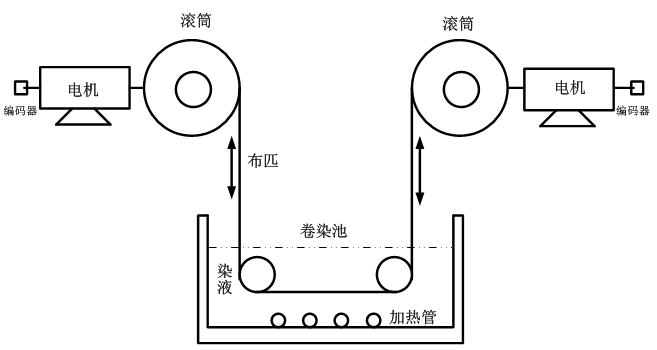
卷染机机械控制示意图
该卷染机使用的是两台18.5kw电机,经过减速器拖动滚筒进行布匹的染色。卷染机工作时,是一个中心轴卷曲控制系统。成品坯布首先通过上布电机匀速卷到其中的一个滚筒上,滚筒的传动轴上安装有计数用的接近开关(即滚筒每旋转一卷,接近开关产生一个脉冲),此时卷染机专用张力控制器计下一整匹坯布的道数。上卷完毕后,采用人工的方式把布匹的一头,穿过染池、连动轴,卷到另外一个滚筒上面并缠紧,开动卷染机,便可进行坯布的染色。此时两个滚筒朝着同一个方向运转,控制的要求是始终要保持坯布上的拉伸张力恒定,并且坯布经过染液的时间一致,也就是线速度要保持恒定。这是一个没有线速度反馈,同样,也没有张力反馈的驱动控制系统,因此,控制系统需要适当调整放卷变频器的输出频率以及收卷变频器的输出转矩来达到该种独特的要求。
卷染机电气控制示意图如下:
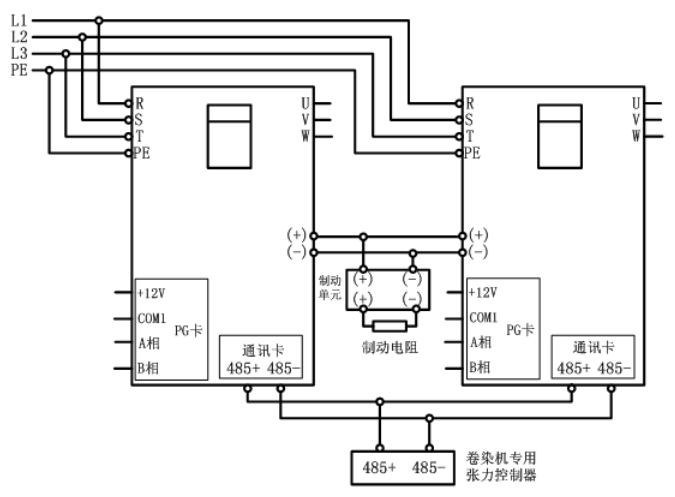
该卷染机以卷染机专用张力控制器作为主控制器,采用触摸屏作为人机界面,它主要完成的是布匹张力、运行线速度、布匹厚度、来回卷染次数的设定,放卷电机的运行频率、收卷电机输出转矩的计算,自动调头、自动停车等相关逻辑动作的控制。变频器和控制器之间采用485通讯(modbus rtu通讯协议)。由控制示意图可见:两台完全一样的变频器(18.5kw),它们均工作于有pg矢量控制模式下。上布时刻,卷染机专用张力控制器记录下卷在滚筒上面的布匹圈数,然后由操作工测量该布匹的厚度,把这个值输入到控制器,控制器将根据坯布的厚度和布匹的圈数,可以计算出滚筒的直径。采用这种厚度积分法可以轻松获得时实转动半径,且误差较小。控制器通过实转动半径,用户设定的张力、线速度,准确计算出相应的转矩(收卷电机)和匹配频率(放卷电机),通过串行485通讯,传输给ev510变频器作为控制收、放卷电机的基本参数。从而保证了恒线速度与恒张力的控制,其中,恒张力控制是利用矢量变频器的转矩控制来实现的。
由卷染机的工作原理可知,放卷侧的电机始终处于发电状态,通常的做法都是采用制动单元加制动电阻,将负载回馈给变频器的电能以热量的形式消耗掉。对于卷染机这样长期工作在发电状态下的设备来说,这种方式对电能的浪费是很大的,同时,也因为要配备大的电阻箱而占用电气控制柜的空间。oulu高性能矢量变频器可以方便支持公用直流母线,将两台变频器的直流母线直接并联,这样卷染机正常工作时,因为放卷制动所产生的电量通过并联的母线又回馈到收卷的电机上,从而使电能得到充分利用,极大地提高了电能的使用效率。但是在快速停车的时候,两台电机都处于发电状态,在其中的一台变频器上面仍旧并联了一个制动电阻,这个制动电阻的工作是短时的,能耗很小,主要是防止在系统停车时造成的变频器过压故障。
█ 变频器主要参数的设置
卷染机中两台变频器因要实现完全相同之功能,只是所处时间不同而已。变频器主要参数设置如下:
p0-01 1: 有pg矢量控制
p0-02 2: 通讯指令通道
p0-03 9: 远程通讯设定
p0-17 0.5 加速时间
p0-18 0.5 减速时间
p6-12 0.6 停机制动等待时间
p6-13 80.0 停机直流制动电流
p6-14 5.0 停机直流制动时间
a2-27 1024 编码器线数(每转脉冲数)
pd-02 两台变频器分别设置为1或者2
pd-00 4 19200bps
pd-01 2 奇校验
pd-03 5 通讯应答延时
█ 总结
采用ev510高性能矢量变频器控制卷染机,相对于直流调速系统,达到了很高的性价比,为卷染行业产品升级换代提供了不错的凯时官网的解决方案。
█ 参考文献
《sw1500卷染机使用说明书》
《ev510系列矢量变频器说明书》
