
ev100变频器在直进式拉丝机上的应用
一:前言
滑轮式、双卷筒式及插套式拉丝机均因为有较多的过线导轮,不能拉拔大规格钢丝和过硬材料;为解决这一问题,发展了直进式拉丝机。钢丝在前一卷筒上缠绕几圈后,直接进入下一拉丝模并缠绕在下一卷筒上,中间不通过任何过线导轮,两卷筒间钢丝呈直线状,穿线简单,钢丝在拉拔过程中无扭转和小半径弯曲。
二:直进式拉丝机变频控制
直进式拉丝机一般都在6台以上,每台机器之间有个平衡杆用于速度平衡调节。如下图所示:

本系统共有8台30kw和2台37kw的变频器,该工艺要求是将6.5mm的钢丝或铁丝拉成1.96mm的铁丝。在实际操作中,可以通过控制第十台做主机,第九台做主机,第七台做主机......来控制拉出钢丝的粗细。个个主机之间相互独立,可以通过触摸屏选择主机之间的切换。收卷变频一般采用力矩变频控制,也可以选择收卷当主机。
每台拉丝机之间的电气连接如下图所示:
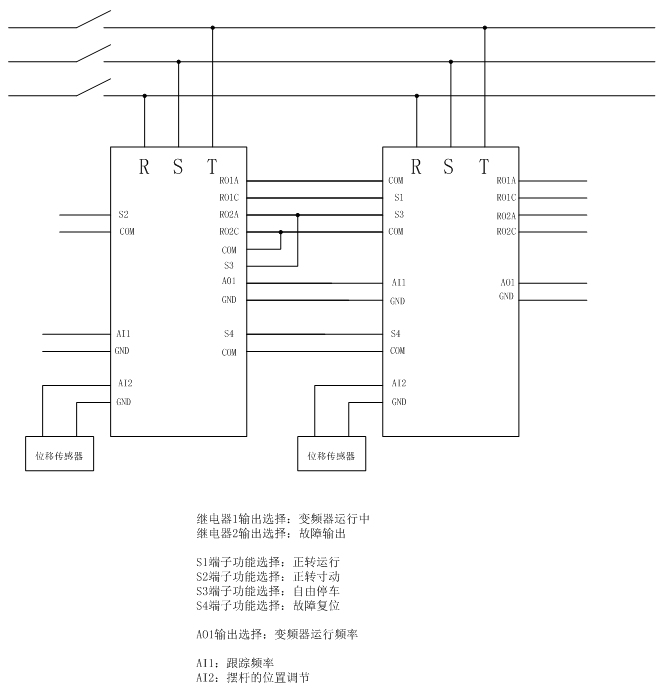
总体效下图所示:


三:变频器参数调节
p0.00:0,vf控制模式
p0.01:1,端子指令通道(从机)
2,通讯指令通道(主机)
p0.06:键盘设定频率(50hz)
p0.07:0,键盘设定(主机)
6,pid控制设定(从机)
p0.08:0,模拟量ai1设定
p0.10:0,频率来源于p0.07(主机)
2:频率来源于p0.07 p0.08(从机)
p0.11:当做主机时加速时间是200s,当做从机时加速时间是2s
p0.12:当做主机时减速时间是200s,当做从机时减速时间是2s
p1.01:启动频率0.5hz
p4.01:转矩提升4.5%~7.0%之间,根据现场的需求
p5.01:s1端子设置为1,正转运行
p5.02:s2端子设置为2,点动运行
p5.03:s3端子设置为3,自由停车
p5.04:s4端子设置为4,故障复位
p5.15:ai1上限对应设定值,设置为10%
p5.19:ai2上限值,把位移传感器的最大值输进去
p6.02:继电器1输出选择设置为1,变频器运行中
p6.03:继电器2输出选择设置为4,故障输出
p6.04:a01输出选择设置为0,变频器运行频率
p8.06:寸动运行频率设置为4.5hz
p8.07:寸动运行加速时间200s
p8.08:寸动运行减速时间2s
p9.00:设置为0,pid的设定源来自p9.01
p9.01:摆杆平衡位置的设定值(0~100%)
p9.02:设置为1,pid的反馈通道为ai2
p9.03:设置为0,正特性。
p9.04:比例增益设置为0.2
p9.05:积分时间设置为2.5s
p9.06:微分时间设置为0s
pb.08:自动限流水平设置为160%
注意:当位移传感器是电流信号时,主板j16进行跳线选择
四:结束语
经过上述的调节,无论是低述,中速,还是高速,ev100矢量变频器都非常稳定、可靠地运行在直进式拉丝机系统上。运行过程中各卷筒间张力稳定,当速度稳定时,摆杆位置几乎不动,当用力敲击运行拉丝机上的钢丝上时,后面的摆杆立马会跟着连锁反应,动态响应非常快,值得借鉴。
